Medieval versus high tech. Dark versus light. Artisan versus robot. Intuition versus science. Past versus the future. A two-day visit to the Japanese city of Sakai gave Olly an insight into two paradoxical worlds. Watching a time-served craftsman hand-forging beautiful objects was spellbinding, but being allowed to see inside one of the world’s most high-tech component manufacturing plants was breathtaking. If you’ve ever wondered about their history or what happens behind the closed doors in Shimano’s flagship Japanese factory, then read on.

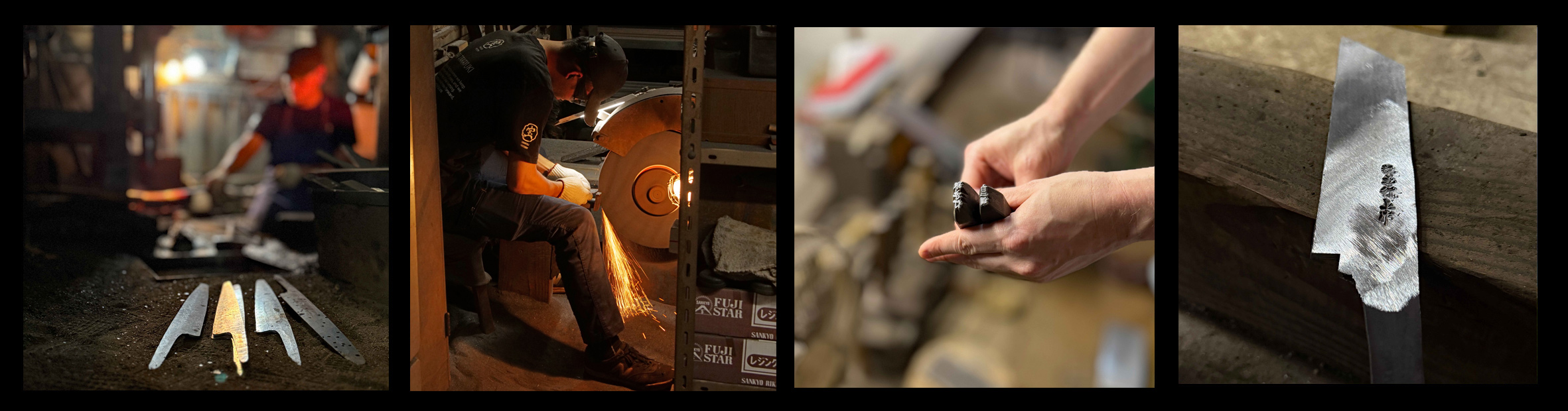
As we are led into the first building, it takes a while for our eyes to get used to the darkness. The air is thick with the distinctive scent of metal filings and heavy oils, but it’s not overly unpleasant or overpowering. You feel as much as hear the dull, repetitive thud of a forge being used. Small gas furnaces are burning fiercely and the temperature, even compared to the warm, muggy air outside is noticeably hotter. Dotted at intervals inside the building are craftsmen, half hidden in the shadows. They stand in waist deep pits, a furnace immediately to their left and a drop hammer, controlled by a foot pedal, to their right. They take a red-hot glowing metal bar out of the furnace, place it carefully under the drop hammer and then rotate and manipulate it as the hammer repeatedly drops. You can feel the hammer blows resonate through the sandy floor beneath your feet and there is a distinctive sound of super-heated metal being struck repeatedly.

Apart from the electric spotlight situated above the right shoulder of each of Aoki Hamono’s craftsman, we could be witnessing a scene from the medieval period. It is spellbinding and I desperately try to capture the scene with my camera, at one point moving so close in order to get a better shot that I am showered with hot sparks. I end up with grubby marks on my trousers, soot on my arm and dirt under my fingernails. My dad, a retired engineer with a small forge of his own, would be amazed by the scene that I was witnessing. It would feel so familiar to him, despite the fact that I was capturing it on the opposite side of the world.
Located in the southwest of Japan, Sakai has a long and distinguished history as a metal working centre. It started during the 5th Century when metalworkers were brought in from all over Japan to aid in the construction of a vast tomb for Emperor Nintoku. These blacksmiths initially created hand tools, used in the construction of the tomb, but then afterwards in agriculture and other construction projects. Later, their expertise having developed, they started to manufacture a greater range of cutting implements. With the arrival into Japan of the Portuguese in 1543, tobacco arrived in Sakai. The tobacco needed to be cut finely, which required specialist knives and some of the more entrepreneurial blacksmiths started to specialise in this art. Over time, Sakai’s craftsman further honed their metal smithing skills and became known for their incredible skills in creating swords and knives. With the introduction of guns into Japan by Portuguese and Dutch traders, Sakai’s craftsman diversified again, initially undertaking repairs, before starting to manufacture their own.
While the introduction of bicycles into Japan in 1870 might not initially have an obvious connection with the manufacture of guns, Sakai’s craftsmen soon realised that the creation of steel tubing for gun barrels was not dissimilar to creating tubing for the burgeoning cycling industry and as demand for bicycles grew, so they moved away from the manufacture of weapons and into the bicycle industry. By the 1920s there were more than 100 bicycle and component manufacturers in Sakai alone, although the majority of these were family-run businesses employing a small handful of people at most.

Shozaburo Shimano was born in 1894 and after a somewhat trouble-strewn childhood, he left school aged 14 to become a live-in apprentice at a Sakai knife manufacturer. During his three-year apprenticeship he learned a variety of lathe operating skills, which he further developed in subsequent years by working in different workshops in the area. In 1921, deep in the post WWI recession when many Japanese factories were suspending operations and laying off staff, Shozaburo took an enormous gamble and rented a small manufacturing space in a former celluloid factory in Sakai. With the help of a borrowed lathe and working with a fellow former apprentice, he created the Shimano Iron Works. Initially the business specialised in repairing industrial machinery, but in the second year of operation Shozaburo decided to move into the bicycle component manufacturing world and his first product was the 3.3.3 freewheel, widely regarded as one of the most complicated and challenging bicycle components to manufacturer. The rest, as the saying goes, is history!

“I am pleased to inform you that your factory tour application has been approved. The approval process took longer than expected as it required the chairman’s final approval.”
I probably sat there reading and re-reading that sentence for a good five minutes before it sunk in. Not only had I been granted permission to visit Shimano’s Sakai Intelligent Plant, but also the Chairman of Shimano had personally approved my application. I suspect I felt exactly the same as Charlie Bucket did when he found a golden ticket for Willy Wonker’s Chocolate Factory! There are actually a surprising number of similarities between the Roald Dahl story and the Shimano SIP (as it’s known). Both companies are “highly protective of their manufacturing processes”, both factories contain “elaborate, often gigantic machines” and both are keen to keep prying eyes away from what goes on inside their factories. This generally applies to journalists’ visits, so the fact my application had been approved was somewhat of a miracle!

Just the lobby of the Shimano SIP was impressive. It felt more like you were entering into a museum of modern art rather than an industrial manufacturing complex. A large TV screen just inside the door said “Welcome to Shimano Mr Olly Townsend, Gravel Union” which instantly made me feel like some kind of VIP superstar. During my time in Sakai, I’d been looked after incredibly well by two long-standing Shimano employees, Chou Zen and Edamura Takuya. Despite the fact they worked every day at the SIP, they seemed almost as excited to be going on a factory tour as I was (if that’s possible!). Both work in the marketing team, although Eda was a relatively new recruit, having moved across from the product design team (where he was heavily involved with the design work for two previous iterations of Shimano’s flagship Dura-Ace road groupset). They warned me in advance that during the factory tour I would not even be allowed to bring my smartphone with me, let alone take photographs, so during my tour I had to resort to old fashioned note taking using a pen and pad – not something many journalists do anymore!
We met up with our tour guide and were led initially down a vast set of stairs into the basement and into a large, tiered lecture theatre. Once we were installed on super comfy seats, the tour started by us watching a very glitzy and high production value film, which initially gave an overview of Shimano’s history and then a chronological run-through which took us pretty much to the current day.
Knowing how difficult it was for me to obtain permission to go on a tour of the SIP, I asked our guide how frequently she ran them? Around three times a week was the answer, which surprised me. The tours are not available to the public and are only run for industry guests, mainly from large bike brands who Shimano produce Original Equipment (OE) for. With my phone stowed in my bag (which was then securely locked into the lecture theatre), we set off on the tour. I did my best not to jiggle up and down with excitement too much…

Image courtesy of Shimano
The current iteration of the SIP, which opened in 2014, covers a total area of 25,000m2 (roughly the size of three Premier League football pitches) and the main building is four stories tall. The guided tour function of the building was designed-in from the start and the majority of the tour took us along a specially constructed elevated walkway, but we had to get up there first. As we were standing in a small lift ready to ascend to the top floor (where the walkway is located), the lift doors opened and a blue jacketed member of Shimano staff pushing a wheeled metal trolley started to enter into the lift. I only got a fleeting glimpse before the employee, realising that the lift contained guests rather than fellow Shimano employees, backed out. His trolley appeared to be loaded with metal objects, but they were discreetly covered with a large white cloth. My brain instantly thought of two things – I wondered if there were any exciting prototype products hiding under the white cloth, but also a random thought that perhaps in the SIP, instead of having a cup of tea delivered to your desk by a “tea lady” like a throwback to some awful 1960s TV sitcom, perhaps desk-based SIP employees received regular deliveries of Shimano products to touch, feel and assess? It took a little while to get this mental image out of my brain!



Images courtesy of Shimano
The SIP has five main manufacturing areas – Forming, Machining, Heat Treatment, Surface Treatment and finally Bonding. The tour was designed to take us through each of these stages sequentially. At each stage, Shimano had created a “gallery” where the essential processes involved in that stage were explained, first via a video presentation, then with physical examples of the product being created, which showed the different steps in the process. The forming gallery was mainly concerned with Shimano’s Hollowtech II cranks. The engineering that goes into converting a billet of solid aluminium into a finished crank arm or chainset was mind blowing. I’d never seen one of Shimano’s cranks separated into two halves before and the thing that stuck in my brain was how incredibly thin the metal was which formed the two pieces. [Ed – At this point we’ll quickly gloss over the recent issue with some of Shimano’s older model Ultegra crank arms delaminating and just be astounded at the technological wizardy that goes into making each one.]
I’m not sure if any of you reading this have ever dropped a Shimano crank arm, but if you have, you will recognise that it makes a very distinctive sound. The first thing I heard when we walked along the overhead gantry into the Forming area of the SIP was the unmistakable metallic sound of thousands of early-stage cranks ‘tinkling’ against each other. If I had closed my eyes and been asked to identify the sound, I could have done it instantly!
"White-painted robotic arms lifting billets of aluminium from a conveyor belt with an elegant motion that reminded me of a swan."
The SIP in Sakai produces top-of-the-line Dura-Ace and XTR components (with a small number of Ultegra components and some of Shimano's fishing products thrown in for good measure), but the processes are apparently very similar across all Shimano cycling product range. The SIP in Sakai is used as a testbed for Shimano’s manufacturing processes and once perfected, they are rolled out to other Shimano factories around the globe. The SIP can produce four finished cranks per minute, each one initially requiring 2000 tons of pressure to be applied to the ‘raw’ aluminium billet.
Shimano first introduced “cold forging” in 1962. This method, where an enormous pressure was exerted on the raw metal billet was designed primarily to maintain the grain structure of the metal (which helps give it its strength). The shape of the raw billet is absolutely critical and Shimano use computer modelling when designing the forging operations. The process allows the finished product to be as rigid as possible while also maintaining as low a weight as possible. As well as crank arms/chainsets, the other product that the forming gallery demonstrated was the creation of the individual sprockets which make up a Shimano cassette. Each sprocket goes through an eight-stage process to turn the raw sheet material into the finished product. Shimano maintain a 3 micron level of accuracy during the sheet forming process. When you consider that a human hair is roughly 70 microns, that level of accuracy was mind-blowing.

Image courtesy of Shimano
As well as cold forging, many of Shimano’s products also go through a hot forging process. The benefit of hot forging is that it requires less pressure than cold forging, but it’s a slower process as the component has to be loaded into a pre-heated die (where it is rapidly heated) before being stamped into the appropriate shape. All the time as we walked around you could hear the regular rhythmic thud of Shimano’s vast forging machines going through the production processes. The largest of their machines was called AMADA, but there were numerous smaller ones with AIDA printed on them. Everything at Shimano seems to have an acronym, but stupidly I forgot to ask what AMADA and AIDA stood for [Ed - It turned out that they are the manufacturer's names for the machines, rather than a Shimano acronym]
What I did make note of however are the eleven Automated Guided Forklifts (AGFs) and the four Automated Guided Vehicles (AGVs). The entire SIP facility is run using automated processes (overseen by human engineers). The vast AGVs are used to collect the raw materials from the fully-automated storage facility on a just-in-time-basis. One of the interesting facts that our guide divulged was that because the raw materials storage area was fully automated, it was generally run with the lights turned off, which helped reduce the power required to run the plant. They had turned them on specially just so that I could get a glimpse in through one of the plate glass windows which surrounded one side of it. The same procedure applied to the finished products warehouse, which was also fully-automated and computer controlled.


Images courtesy of Shimano
By this point, our tour had taken around 45 minutes and my mind was already blown. Everywhere I looked was something that required my attention – AGFs rolling so quietly on rubber flooring that they need to emit a constant musical sound – a high-tech version of the chime of an ice cream van found in a typical British city - to ensure the blue-coated staff didn’t inadvertently step out in front of one; white-painted robotic arms lifting billets of aluminium from a conveyor belt with an elegant motion that reminded me of a swan; a giant roll of sheet metal being delivered by overhead crane and then manoeuvered using on-brand Shimano blue lighting to guide it into position; boxes full of finished cranks which looked like giant cutlery canteens; a robot which emitted sounds like an oversized Di2 derailleur. It was sensory overload, although strangely the level of overall noise and smell from the factory was significantly less than I was expecting, particularly considering its mind-blowing scale.

Image courtesy of Shimano
At regular intervals, vast four story tall light wells punched a hole from the ceiling right down to the floor – these not only brought in huge amounts of natural light (and so cut down on the requirement for as much electrical lighting), but they were also designed as a ‘respite’ space for workers – they are soundproofed and filled with greenery, watered by a high-tech automated system (natch) and have seating at ground level, so that workers can use them to take short breaks from the factory floor.

Image courtesy of Shimano
Incredible thought had been given both to caring for the staff and into reducing the impact of the plant on the environment. Environmental considerations included everything from recycling of wastewater and scrap metal, to using electric-powered furnaces (rather than gas) to reduce the CO2 emissions, to having a vast ‘living roof” above the main factory floor of the SIP which helped both lower the temperature of the building and absorb CO2 from the atmosphere. Initially, the plan had been for the flat roof to be used to cultivate produce which could then be used in the staff canteen, but unfortunately this didn’t prove feasible. The impact of the environment on the building has been considered too – the building has been carefully engineered to make it as resistant as possible to seismic activity, something which is extremely common in Japan.
Next on my tour was the Machining part of the SIP. This area of the factory included processes like turning, milling and broaching – the aim being to generate “aesthetic improvements through machining processes”. This section of the SIP wasn’t quite as accessible to visitors and therefore appeared to me to be a little less impressive, but the processes carried out are of vital importance to the functioning of the finished product. We again concentrated on crank arms and chainsets, both of which went through multiple machining processes before being transported into the next stage of the factory.
"I decided that if I was going to start working in the SIP, then I would choose to work in the Heat Treatment section of the factory, as this part of the factory is maintained at a constant temperature of 26o C"
I decided that if I was going to start working in the SIP, then I would choose to work in the Heat Treatment section of the factory, which was the third stage of the process that components go through. This part of the factory is maintained at a constant temperature of 26o C and was consequently sealed off from the rest of the spaces by vast glass screens – that sounded like my optimum temperature to work at! Heat treatment is used to create a “change in the metal composition” through a process known as carburizing, which “creates a hard surface and flexible interior”. Heat treatment can cause distortion though, so the temperature was carefully controlled for each different component. We were shown a great example of cassette sprockets which are heated and then stamped in order to reduce distortion. On display in the gallery were two “stacks” of sprockets – one stack was made up of raw sprockets which had only been through the Forming and Machining stages of the production process, the second was a stack which had also gone through the Heat Treatment process. The difference was stark – the heat-treated sprockets were visually significantly more precise – they sat flatter and the stack was notiecably smaller in height, even though both stacks contained the same numbers of sprockets.
The last part of the SIP that we visited was the Surface Treatment part. This was where the final finish is giving to the product. Incredibly complicated chemical processes are used to ensure that colour of the surface treatment matches across all the parts of the finished product to ensure the overall look is consistent. When you consider the range of parts that go to make up a rear derailleur for example and you consider that each of the parts could be constructed from a different type of metal, getting the final colour to match was of vital importance and so is incredibly complicated.

Different generations of Dura-Ace and XTR on display in the Shimano Bicycle Museum.
As we were discussing surface finishes, I mentioned how much I loved the “look” of Dura-Ace 9000 which combined polished aluminium surfaces with black painted surfaces. Eda’s background in the product engineering department came to the fore here as he then revealed that he had been responsible for the subsequent iteration of Dura-Ace, the 9100 series. He discussed how part of the ethos behind the never-more-black colour scheme of the 9100 series had been a reaction to the “dark years” of professional cycling around 2013/14 when numerous cyclists (including the now disgraced Lance Armstrong) admitted publicly to their history of doping.

By this point, our tour had taken nearly two hours and I’d written 20 pages of hastily scribbled (and not entirely legible) notes. Our tour guide led the way back to the main lobby, where she left me in the capable hands of Chou and Eda for the unofficial part of the tour. The lobby of the SIP included a number of huge glass-fronted display cases which contain deconstructed components, their constituent parts laid out in some magical manner which made them appear to be floating. Unless you had ever fully dismantled a bike component before, it was quite impossible to conceive just how many parts went into making up the finished product.

Image courtesy of Shimano
After retrieving my bag and smartphone, we set off for a behind-the-scenes glimpse into SIP from a staff member’s perspective. Again, Chou and Eda were extremely careful not to show me anything that I shouldn’t see, but there were some things, like the staff bike parking facility that they were happy to take me around. The SIP has 1650 employees in total (which includes both factory and office staff) and in order to help persuade as many of the staff as possible to cycle to work, Shimano provide more than 1000 bike parking spaces, 543 of which were located inside. In the same way that visiting the house of a new friend for the first time and looking at their CD/book/wine collection gives you some insight into their psyche, looking around the bike parking was fantastic (in a very nerdy manner!)

Chou and Eda introducing me to the staff canteen
As it was nearly lunchtime by this stage, Chou and Eda gave me a choice of where I would like to eat – either in the three-story Shimano staff canteen or away from the SIP in a café? That was a very simple decision and we headed (of course) to the Shimano canteen! Due to the multi-national nature of the staff who work at the SIP, the choice of food was impressive and as you would expect from Shimano, everything was very precise and well organised. Again, thought have been given to staff well-being – a large flat screen TV was mounted on the wall displayed the exact breakdown of each of the dishes, included calories, grams of fat etc. Even the payment system was high tech - each of the dishes that you got your food in had a chip built into the base and at the end when you took your tray to offload the dishes into the dishwashing area, you placed your tray briefly onto an electronic reader and it scanned through the base of the tray and “read” exactly what you had selected for your lunch and therefore how much you owed. As you exited the canteen there was a sign (unusually in Japanese only, unlike the other multi-lingual signs) which said “Even if you reduce salt, be careful not to eat too much.”


Image courtesy of Shimano
After lunch, we briefly walked around some of the “campus” on which the SIP and the other Shimano buildings sit. What was amazing to see was how green and pleasant it was. Everywhere were über-modern, interesting looking buildings designed to be flooded with natural light and the areas between the buildings were landscaped and planted with mature trees – this was not a typical factory site by any means. Sadly (but not surprisingly), I wasn’t allowed to see any of the office spaces – I imagined desks strewn with futuristic-looking products and walls adorned with proposed marketing campaigns, but sadly these had to stay as imagined ideas only!

Image courtesy of the Shimano Bicycle Museum
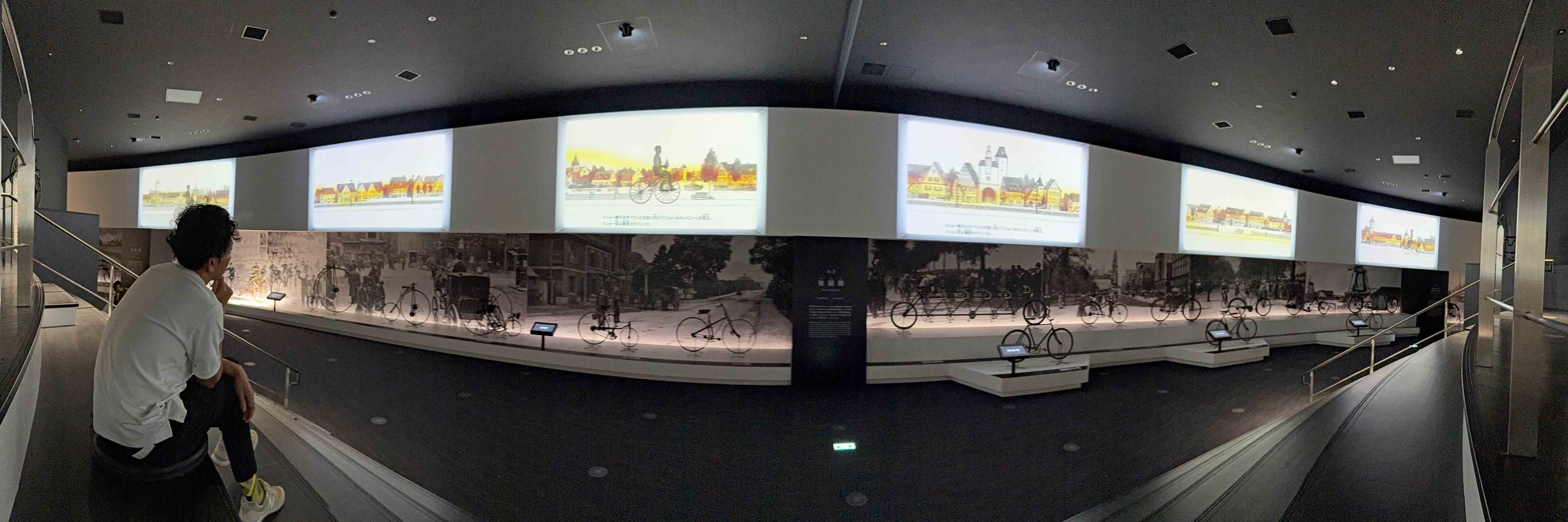
The final part of my Shimano tour was an organised visit to the Shimano Bicycle Museum. First opened to the public in March 2022 (having been re-located from a smaller 30 year old first iteration at a different site) this incredible looking building was conceived with the aim that “anyone who comes here will want to start to ride a bicycle”. Although it bears Shimano’s name, the museum has been set-up as a public interest incorporated foundation and it has loftier aims than merely being a shop window for Shimano’s products.
Chou and Eda had arranged for us to be giving a guided tour by Masahiko Jimbo. While he may not be a household name, his influence on the world of cycling has been profound. In a career spanning 38 years at Shimano, Mr Jimbo oversaw four generations of Dura-Ace groupsets and was the lead engineer for the development of Shimano’s STI shifter and their M737 SPD pedal, both launched way back in 1990. Every time I change gear or clip into an SPD pedal from now on, I will remember being given a tour of the Shimano Museum with the creator of both of these revolutionary products!


Images courtesy of the Shimano Bicycle Museum
The museum was split into three main areas - "bicycles with rich historical culture and precise technology, bicycles as tools useful for health, environmental conservation, and sustainability, and bicycles as partners in creating lifestyles". The sheer number and range of exhibits on display was staggering, with everything from a reproduction of what is widely considered to be the world’s first bicycle, right up to the latest models.
If you had any interest in cycling at all, you would have found something captivating. For me, although the early bikes were astounding, it was actually the bikes from my lifetime that really captured my attention. There was an impressive selection of 1990s MTBs which particularly caught my eye, many in pristine condition. It was spotting what appeared to be a brand-new pair of M737 SPD pedals that led to the discovery that Mr Jimbo had been in charge of designing them.

The museum, in right and proper fashion, had left the best exhibit until last. As we circled back down to the ground floor, near where we started, there was an exhibition of local school children’s drawings, all of which were bicycle related. There was an enormous range of types of bikes, differing levels of artistic merit and some wild variation in the creativity shown, but they all had one thing in common – they all showed that cycling in Sakai had a bright future.
It seemed like a very fitting way to end my time in the city – I had started with what felt like a glimpse into the past and finished with a glimpse into the future.
A huge thank you to Chou and Eda and the other staff at Shimano Japan for looking after me so well, to Gregor Wolf from Aoki Hamono for the excellent tour of their knife factory and to Masahiko Jimbo for the fantastic tour of the Shimano Bicycle Museum.